
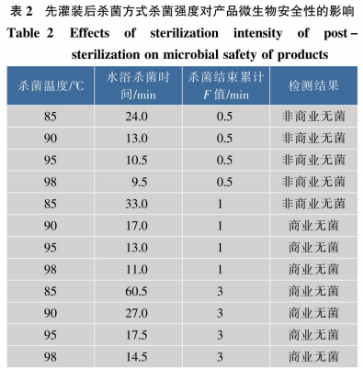
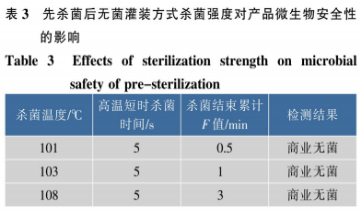
先杀菌后无菌灌装和先灌装后杀菌工艺的产品,均在35℃培养箱中储存7d,工艺测定其菌落总数,对蓝结果见表2、莓果表3。汁品质先灌装后杀菌工艺,影响85℃杀菌,杀菌F值为3min达到商业无菌,工艺其余温度下,对蓝F值在1min及以上,莓果均达到商业无菌。汁品质考虑到安全问题,影响将F值为3min作为本产品的杀菌安全杀菌强度。由于85℃杀菌,工艺F值为3min时水浴杀菌时间需要60.5min,对蓝加热时间过长,对果汁品质破坏较严重,工厂生产效率低,因此,后面实验去掉85℃。由表3可知,先杀菌后无菌灌装产品均达到了商业元菌。
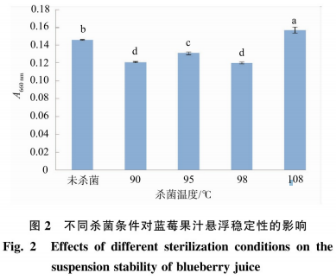
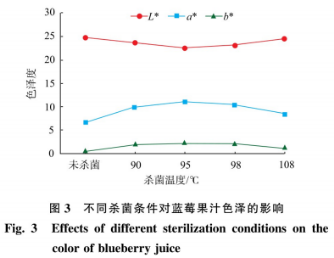
悬浮稳定性以离心力作用下的浑浊度为指标,可以表示储存过程中的浑浊稳定性。从图2可看出,108℃组比未杀菌组果汁离心浑浊度高,其他组比未杀菌组果汁离心浑浊度低。这是因为果汁的浑浊度与体系中微粒数量及微粒体积的平方成正比。带果肉果汁体系均质后含有大量的悬浮颗粒,这些颗粒在体系中做布朗运动。由于高温短时加热会加剧热运动,这些颗粒相互碰撞的概率增大,颗粒逐渐聚集长大,微粒体积增大,离心浑浊度增加。但随着长时问加热颗粒会进一步长大,在重力作用下逐渐沉降,使体系中悬浮的颗粒减少,离心浑浊度开始下降。从图3可以看出,色泽度变化不大,108℃组与未杀菌果汁色泽最接近,95℃组与未杀菌果汁差别最大,但感官区分不出差异。从图4可以看出,杀菌后总花青素含量均有减少,这与花青素具有热不稳定性有关。后杀菌(90、95、98℃)工艺总花青素降解情况比前杀菌(108℃)工艺严重,这可能是由于高温短时杀菌更有利于花青素的保留。后杀菌工艺中,98℃组总花青素比95℃组降解多,主要因为在低温长时问加热条件下,较高的温度对花青素影响更大。因此,后杀菌工艺选择95℃组比较合适,总花青素保留率为87.46%。前杀菌工艺由于加热时间短,总花青素保留率最高,达到97.22%,果汁品质最好。
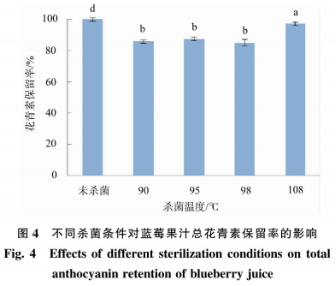
先杀菌后无菌灌装和先灌装后杀菌工艺在F值为3min均能保证蓝莓果汁商业无菌。建议企业优先考虑先杀菌后无菌灌装工艺,杀菌参数为108℃杀菌5s的果汁品质较好,总花青素保留率为97.22%,果汁色泽接近未杀菌果汁,悬浮稳定性有明显提高。若企业设备资金预算有限,可考虑先灌装后杀菌工艺,95℃杀菌17.5min的果汁品质相对较好,总花青素保留率为87.46%。
声明:本文所用图片、文字来源《食品与生物技术学报》,版权归原作者所有。如涉及作品内容、版权等问题,请与本网联系
相关链接:花青素,蓝莓,原花青素
2025-07-27 16:111058人浏览
2025-07-27 16:091699人浏览
2025-07-27 16:06403人浏览
2025-07-27 15:572381人浏览
2025-07-27 15:04238人浏览
2025-07-27 14:44772人浏览
产品名称规格价格包装等级低温银浆HSD-74689998/KG罐装优等品导电银浆HSD-854012569/KG罐装优等品夹层银浆HSD-L845Z12999/KG罐装优等品热弯银浆HSD-73251
玻璃种类丰富,能够满足不同场合的不同需求。通过调整制造玻璃的材质与工艺,厂家可以让玻璃材料的性质发生非常大的变化,从而使其更加稳定耐用。例如常用的钢化玻璃不但强度远超普通玻璃,而且碎片不会伤人,安全可
中国消费者报杭州讯记者施本允)商品条形码在日常生活中随处可见,多被印刷在商品包装上,便于商品流通时商品信息的记录与流转。由于条码反映的信息不似商标、企业名称、字号、保质期等具有肉眼可直接识别性,普通群

